Product Description
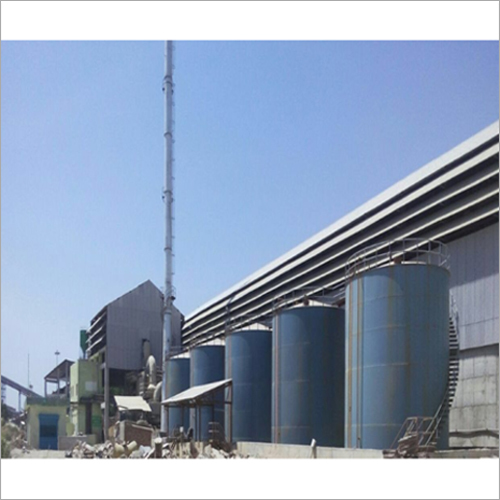
Phosphate Chemical Plants are playing a vital role to help a plant convert into a usable building block. These are well equipped with a stainless steel materials and updated tools to give a unique performance. They are produced by adding acid to ground. These are able to produce dust and fumes. Also, they aid to encourage the root growth. These plants are driven with a powerful motor and automatic operation. Moreover, these Phosphate Chemical Plants can be availed from us at most reasonable rates.
Specification
| Material | Stainless Steel |
| Automatic Grade | Automatic,Semi-Automatic |
| Capacity | 30 to 300 TPD |
| Brand | Megatech |
| Power Source | Electric |
| Moisture | 12% (Wt.) Max |
Exceptional Chemical CompatibilityConstructed from stainless steel, mild steel, and acid-resistant piping (PVC, HDPE, SS316), these plants safely process aggressive chemicals needed for phosphate fertilizer production. This compatibility ensures equipment longevity and reliable operation under demanding industrial conditions.
Integrated Safety and Emission ControlsOur phosphate plants prioritize environmental and operational safety. Advanced features include fitted scrubbers, overload prevention, pressure relief valves, and interlocked safety systems. Together, these components minimize hazardous emissions and protect personnel, aligning with local regulations.
Optimized Operation and Flexible ProductionChoose between batch or continuous production modes to suit your manufacturing needs. These plants deliver up to 100 TPD in output, with computerized PLC systems and electric drives ensuring efficient, consistent processes. Automation minimizes manual intervention and enhances productivity.
FAQs of Phosphate Chemical Plants:
Q: How does the phosphate chemical plant ensure compatibility with aggressive process media?
A: The plant is constructed using materials such as stainless steel, acid-resistant PVC, HDPE, and SS316, which are specifically chosen for their resistance to highly corrosive substances like phosphoric acid and sulfuric acid. This design extends equipment life and maintains operational integrity.
Q: What emission control systems are in place for environmental compliance?
A: Each plant is equipped with advanced scrubbers and a comprehensive emission control system to capture and neutralize harmful gases. These controls guarantee that operations meet or exceed local environmental and safety regulations.
Q: When is maintenance required, and how is it facilitated?
A: Regular maintenance is recommended according to the manufacturers guidelines to ensure the plants 20+ year design life. Easy-access maintenance ports and clear installation guidelines simplify cleaning and servicing, reducing downtime.
Q: Where can these phosphate plants be installed, and do you provide on-site support?
A: Our plants are suitable for industrial sites globally, particularly within India. We offer on-site supervision during installation and provide both remote and on-site technical support for smooth operation and troubleshooting.
Q: What process inputs and outputs should users expect from this plant?
A: The plant uses rock phosphate, sulfuric acid, and water as raw materials to manufacture high-quality outputs such as phosphoric acid, SSP, and TSP. Production capacity is tailored up to 100 tonnes per day per customer specification.
Q: How does the automation and control system benefit plant operation?
A: A PLC-based control system automates key plant processes, enhancing accuracy and reducing human error. This leads to increased production efficiency, easier monitoring, and improved safety for continuous or batch operations.